Kollaboratives Messsystem steigert die Produktivität
Sondermesseinrichtungen
Für die Entwicklung eines neuen Schneidstoffs ist umfangreiches Wissen erforderlich. Den Durchbruch brachten automatisierte Testreihen. Die Möglichkeit, Werkzeug und Werkstück direkt in der Maschine zu messen, hat erheblich dazu beigetragen. So konnte die von Element Six erwartete Leistungssteigerung des neuen PCBN-Schneidstoffs erzielt werden.
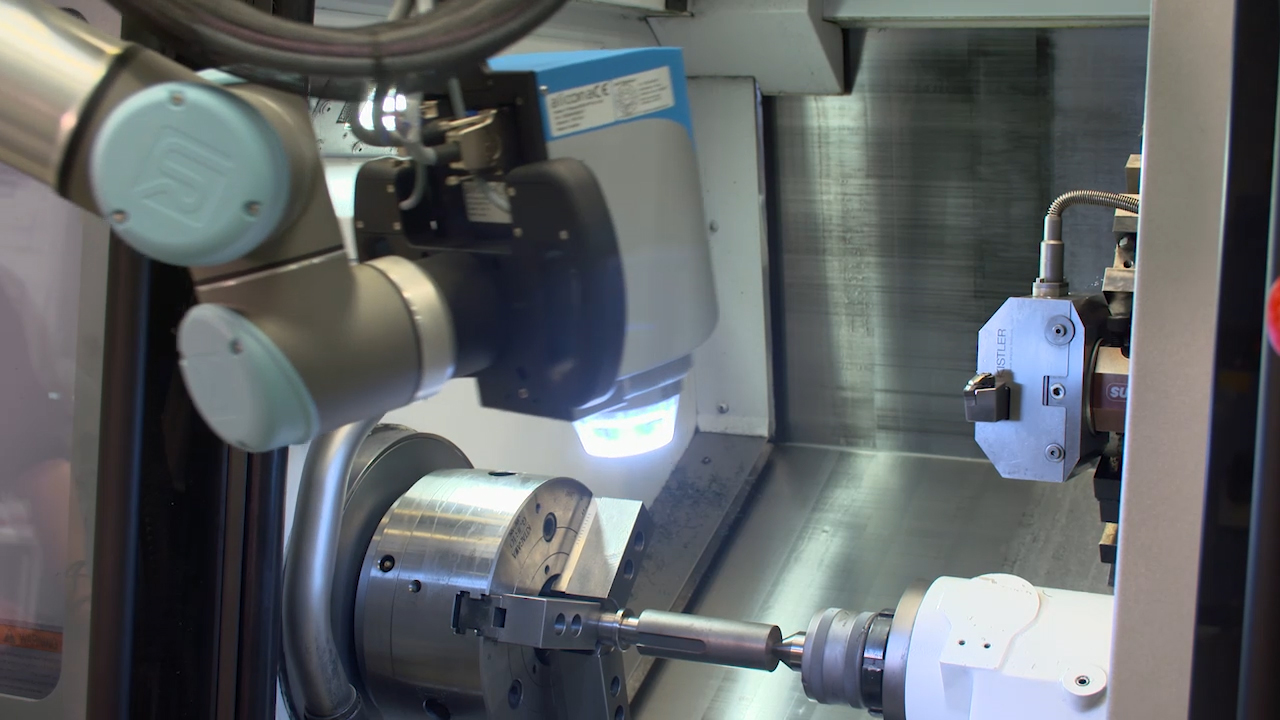
Der Sensor prüft die Oberflächengüte des Werkstücks. Dann wird der Roboter wieder in die Ausgangsposition geführt. Alle Messungen erfolgen ohne Ausspannen der Bauteile.Der Sensor prüft die Oberflächengüte des Werkstücks. Dann wird der Roboter wieder in die Ausgangsposition geführt. Alle Messungen erfolgen ohne Ausspannen der Bauteile. Foto: Alicona
Vorteile der neuesten PCBN-Generation sind Bearbeitungsgeschwindigkeiten von 300 Metern pro Minute, kalkulierbares Verschleißverhalten und eine bis zu 50 Prozent höhere Standzeit bei der Bearbeitung von gehärtetem Stahl. Purecut kann bei PCBN-Fertigungsprozessen eine erhebliche Produktivitätssteigerung bei gesenkten Werkzeugkosten bewirken. Eine der Variablen, die zur Entwicklung des Werkstoffs beigetragen haben, war der Einsatz von hochgenauer, automatisierter Messtechnik.
Der Spezialist von Hochleistungswerkstoffen in Großbritannien nutzt Alicona-Messsysteme zur Analyse von Werkzeugverschleißformen und Verschleißverhalten während unterschiedlicher Bearbeitungsbedingungen. Ein Herzstück der Testphase zum Schneidstoff war die Implementierung automatisierter Testreihen, die mit dem kollaborativen Messsystem umgesetzt wurden. Die Messung von Werkzeug und Werkstück erfolgt vollautomatisch direkt in der Aufspannung der Drehmaschine.
Bei der Entwicklung des Schneidstoffs lag der Fokus auf der Messung von Freiflächenverschleiß, Kolkverschleiß und Flankenverschleiß. Die Möglichkeit, Testreihen zu automatisieren, hat dazu beigetragen, die PCBN-Technologie in höchstmöglicher Effizienz produktreif zu machen.
„Die Produktivität von Testreihen hängt stark von der Datenmenge ab, die mit einem Messsystem gewonnen werden können“, erklärt Dr. Wayne Leahy, Leiter des Fachbereichs Schneiden und Schleifen, „üblicherweise ist das limitiert auf die manuelle Nutzung eines Messsystems durch einen Bediener.“ Automatisierte Messreihen erhöhen die Menge an verfügbaren Daten um ein Vielfaches. „Deswegen haben wir den Compact-Cobot gekauft, und die Kombination von großer Datenmenge und hoher Messpunktdichte der Messungen hat uns den Durchbruch bei der Optimierung der Technologie verschafft“, sagt Leahy.
Integration in Drehmaschine
Wesentlicher Teil des Kerngeschäfts ist die Entwicklung und Implementierung von neuen, ganzheitlichen Fertigungsstrategien in der Zerspanungstechnik. Ziel ist die Kommunikation und Vernetzung von Produktionssystemen, Maschinen und Messtechnik. Produktionstauglichkeit, Automatisierung und Anbindungsmöglichkeiten an bestehende Produktions- und Qualitätsmanagementsysteme sind Grundvoraussetzungen, die Fertigungsmesssysteme für die Qualitätssicherung mitbringen müssen. Daher hat man sich bei Element Six einmal mehr für die Investition in ein Alicona-Messsystem entschieden.
Der Compact-Cobot ermöglicht diese Einbindung und Vernetzung in mehrerer Hinsicht. Zum einen ist das optische, kollaborative Messsystem basierend auf der Technologie der Fokus-Variation so robust, dass auch in der Produktionslinie hochauflösende Messungen in hoher Messgeschwindigkeit wiederholgenau gewonnen werden. Automatisierte und damit mannlose Messungen werden durch ein Softwareinterface umgesetzt. Zum anderen verfügt der Cobot über Schnittstellen wie TCP/IP, Modbus/TCP oder Anybus und kann an bestehende Produktionssysteme angebunden werden. Diese Integration ermöglicht in weiterer Folge die Kommunikation zwischen den einzelnen Maschinen und liefert einen Beitrag zur Umsetzung von selbststeuernder, sich selbst korrigierender Produktion.
Mit der Einführung der automatisierten Test- und Messprozesse legt Element Six den Grundstein für das moderne Fertigungskonzept. Sowohl das Werkzeug, eine Wendeschneidplatte, als auch das Werkstück werden automatisch direkt in der Drehmaschine gemessen. Leahy beschreibt den Stand der Dinge: „Eine zentrale Steuerung startet den Testprozess. An einem definierten Punkt stoppt die Drehmaschine, die Türe öffnet sich und ein weiteres Signal setzt den Cobot in Gang. Der Roboterarm mit 3D Messsensor wird automatisch in die Werkzeugmaschine manipuliert und misst zuerst vordefinierte Schneidkantenparameter der Wendeschneidplatte. Dann fährt der Sensor weiter zum Werkstück und misst die Rauheit, wodurch wir die Oberflächengüte verifizieren. Danach kommt der Roboterarm zurück in die Ausgangsposition. Sämtliche Messungen erfolgen ohne Ausspannen der Bauteile.“
Der nächste Schritt, der in Planung ist, bringt die automatische Korrektur von Maschinenparametern auf Basis der Messergebnisse. „Der Cobot gibt Messwerte beziehungsweise ein OK-/Nicht-OK-Signal an die Drehmaschine weiter. Wenn das Werkzeug nicht den vorgegebenen Toleranzen entspricht, ändert die Drehmaschine gewisse Maschinenparameter automatisch. So wird das Erstteil bereits als Gutteil produziert“, erklärt Leahy die Folgeschritte.
Einfache Bedienung
Es gibt einen weiteren Aspekt, der entscheidend bei der Umsetzung von ganzheitlichen Fertigungsstrategien mit automatisierter Messtechnik ist. Messsysteme müssen einfach und ohne Programmierkenntnisse bedienbar sein. Alicona erfüllt diese Bedingung. Das Einlernen von Messreihen durch einen Administrator erfolgt in nur drei Schritten. Spezielle Programmierkenntnisse sind nicht notwendig.
Die Messung wird per Knopfdruck gestartet, das Messergebnis ist bedienerunabhängig. Im Unternehmen kennt und schätzt man die intuitive Benutzerführung und auch der Cobot wird den hohen Ansprüchen der Anwender gerecht. „Es dauerte etwa einen Tag, einen Bediener auf den Cobot zu schulen. Die Handhabung und Benutzerführung ist extrem einfach und intuitiv aufgebaut“, so die Bilanz von Leahy.
Autorin:
Astrid Krenn
Head of Marketing & Communication
Alicona Imaging GmbH


